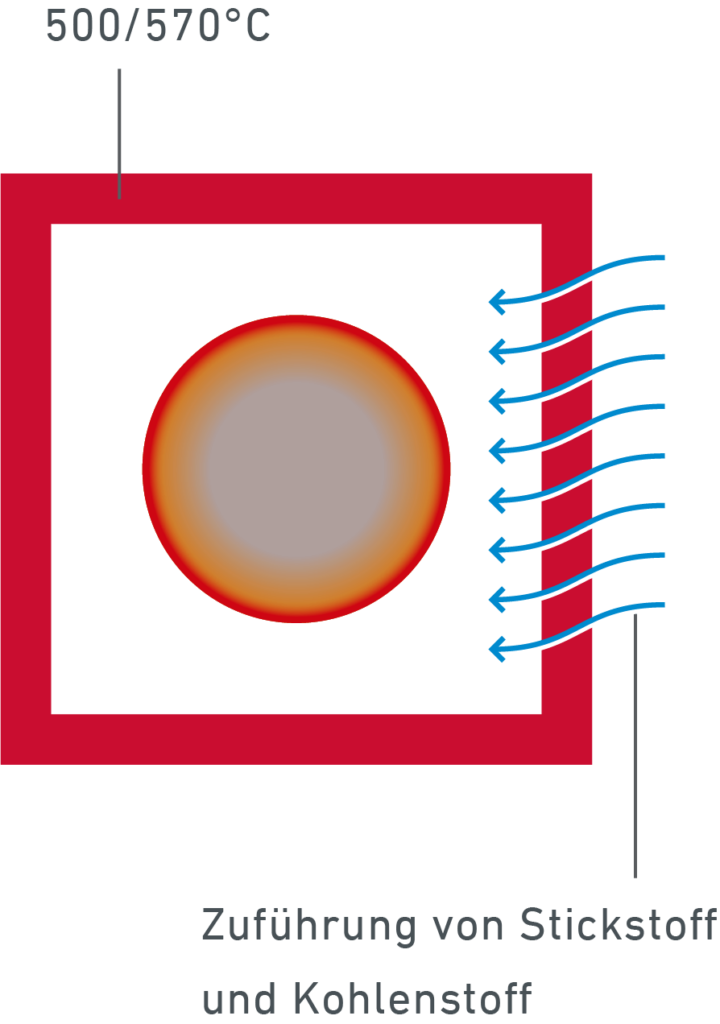
Gasnitrieren ist ein thermochemisches Oberflächenhärteverfahren ohne Gefügeumwandlung bei niedrigen Temperaturen von etwa 500 bis 570 °C. Die Nitrierung sorgt für harte Oberflächen und verleiht hohe Verschleiß-, Kratz- und Fressverschleißbeständigkeit. Beim Gasnitrocarburieren erfolgt das Verfahren in zusätzlich kohlenstoffspendender Atmosphäre, wobei zwei Schichten eine hohe Verschleißbeständigkeit und Korrosionsschutz gewährleisten. Unser VT-N-OX®-Verfahren sorgt mittels nachträglicher Oxidierung für zusätzlichen Korrosionsschutz.
Nachhaltigkeitsfaktor:
Der Prozess arbeitet gegenüber anderen Härteverfahren mit deutlich niedrigeren Temperaturen und dadurch spürbar reduziertem Energiebedarf. Auch der Verzicht auf ein Abschrecken in Öl macht das Nitrieren zu einem umweltfreundlicheren Verfahren.